

ელექტრო სატრანსპორტო საშუალების წამყვანი ძრავა ძირითადად შედგება სტატორის, როტორის, გარსაცმის, კონექტორის, მბრუნავი ტრანსფორმატორისა და სხვა ნაწილებისგან.მაშასადამე, ელექტრო სატრანსპორტო საშუალების ძრავის ზემოთ არის შეკრება და შეკრება, სადაც შეკრება არის ძრავის მესამე დონის ნაწილი ელექტრო სატრანსპორტო საშუალებისთვის, შეკრება არის ძრავის მეორე დონის ნაწილი ელექტრო სატრანსპორტო საშუალებისთვის, ხოლო წამყვანი ძრავა არის ძრავის პირველი დონის ნაწილი ელექტრომობილისთვის.
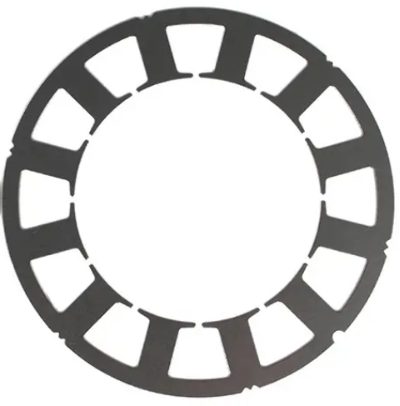
სილიკონის ფოლადის ფურცელი: ძრავის ძირითადი კომპონენტი
სილიკონის ფოლადის ფურცელი არის საავტომობილო და ელექტრო მოწყობილობების ძირითადი კომპონენტი.მისი შესრულება არა მხოლოდ პირდაპირ კავშირშია ელექტროენერგიის დაკარგვასთან, არამედ დაკავშირებულია ძრავისა და ტრანსფორმატორის მუშაობასთან, მოცულობასთან და წონასთან.
სილიკონის ფოლადის ფურცლის შესრულება ზოგადად საჭიროა შემდეგნაირად:
1. ფირფიტის კარგი ფორმა და ზედაპირის საფარი;
2. იგივე ფირფიტის მაღალი განზომილებიანი სიზუსტე და მინიმალური სისქის განსხვავება;
3. მას აქვს კარგი ელექტრომაგნიტური თვისებები და მარცვლის ორიენტაციის სტრუქტურა, რომელიც აკმაყოფილებს გამოყენების მოთხოვნებს.
სილიკონის ფოლადის ფურცლის ლაზერული ჭრის ტექნოლოგიის რეფორმა
- ტრადიციული დამუშავება
სილიკონის ფოლადის ფურცლის დამუშავების ტრადიციული მეთოდი ძირითადად მაღალსიჩქარიანი პუნჩია
1. ყალიბის გახსნა საჭიროა ადრეულ ეტაპზე
2. R & D მაღალი ღირებულება
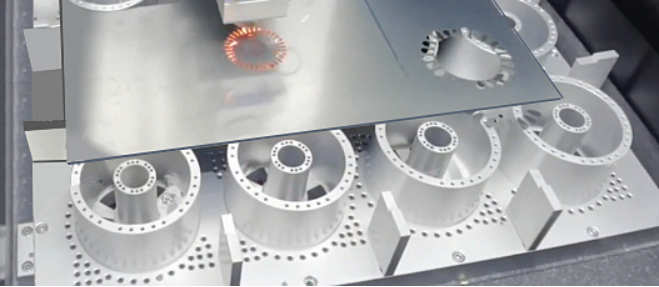
- ლაზერული ჭრა
ახლა ლაზერული ჭრა გამოიყენება სილიკონის ფოლადის ფურცლის შესაქმნელად, რომელიც წყვეტს ტრადიციული სილიკონის ფოლადის ფურცლის დამუშავების რთულ პრობლემას.
1. მოკლე R & D ციკლი, არ არის mold გახსნა
2.ნებისმიერი ფიგურის მოჭრა შესაძლებელია
3.მოქნილი და მოსახერხებელი

(ზუსტი შენადნობის ინსტრუმენტის ლაზერული ჭრის მანქანაEPLC6045)
EPLC6045 იღებს ბუნებრივ გრანიტის მანქანის პლატფორმას, მაღალი სიზუსტის დამუშავების ალუმინის მოძრავი სხივისა და ლითონის ფურცლის შეფუთვას და სითბოს მდგრადი საღებავის დამუშავებას, რათა უზრუნველყოს კარგი უსაფრთხოებისა და დალუქვის დაცვის შესაძლებლობები პროცესის მოთხოვნების დაკმაყოფილების პირობებში.
პოზიციონირების სიზუსტე:±3უმ(X1);±5უმ(X2);±3მუმ(Y); ±3უმ(Z);±15რსწმ(θ))
განმეორებითი პოზიციონირების სიზუსტე:± 1უმ(X1);±3უმ(X2);±1მუმ(Y);±1უმ(Z);±3რსწმ(θ))
თვითმფრინავის დამუშავების დიაპაზონი:450 მმ * 600 მმ, რომელიც მოიცავს ახალი ენერგეტიკული ძრავების უმეტესობის მოთხოვნებს (უფრო დიდი ფორმატის მორგება შესაძლებელია).
მორგებული ქიმიური მოწყობილობა:ვაკუუმური ადსორბცია მიღებულია და ადსორბციის არეალი მორგებულია პროდუქტის პროფილის მიხედვით.შეიძლება შეირჩეს ვაკუუმური ტუმბოების მრავალფეროვნება.
გამოქვეყნების დრო: აგვისტო-18-2022