
დაბალი ღირებულების, მაღალი ეფექტურობისა და ფართო გამოყენების უპირატესობებით, ლაზერული დამუშავების ტექნოლოგია არის წარმოების ყველაზე მოწინავე ტექნოლოგია თანამედროვე ეპოქაში, რომელიც წარმოადგენს მომავალი წარმოების ინდუსტრიის განვითარების ტენდენციას.
ათიათასობით ვატიანი ლაზერული დამუშავების ტექნოლოგიის გამოყენება კიდევ უფრო აფართოებს და განაახლებს გამოყენების სფეროებს.ტექნოლოგიის თანდათანობითი სიმწიფით, ათობით ათასი ვატიანი ლაზერი ფართოდ იქნა აღიარებული ბაზარზე.გარდა ამისა, ეროვნულ ინდუსტრიულ განახლებას სასწრაფოდ სჭირდება მოწინავე ტექნოლოგია ტრადიციული პროცესის ჩანაცვლებისთვის.ათიათას ვატიანი ლაზერი მზარდი ტენდენციაა და მომავალი დადგა!

ჩინეთის ფოლადის მრეწველობის მოხმარების ანალიზის მიხედვით, ამჟამად, ფოლადის ძირითადი გამოყენების ინდუსტრიებია სამშენებლო, მანქანა-დანადგარები, ავტომობილები და ენერგეტიკა, რასაც მოჰყვება გემთმშენებლობა და საყოფაცხოვრებო ელექტრო ტექნიკა, ამ ინდუსტრიების უმეტესობა იყენებს საშუალო და მძიმე ფირფიტებს.პლაზმური ჭრის, ალი ჭრის, წყლის ჭრის, მავთულის ჭრის და ა.შ. გამოიყენება ტრადიციული საშუალო და სქელი ფირფიტების დამუშავებაში.თუმცა, არის გარკვეული პრობლემები, მაგალითად, პლაზმას არ შეუძლია მცირე ხვრელების გაჭრა, განზომილების დაბალი სიზუსტე, დიდი თერმული ზემოქმედება, მცირე ნაწილების ვერ მოჭრა, ფართო ჭრილობა და ნარჩენი მასალები;ალი ჭრის შეუძლია მხოლოდ ნახშირბადოვანი ფოლადის დაჭრა, არა ფერადი ლითონები და ჭრის სიჩქარე ნელია;წყლის ჭრა აბინძურებს წყლის ხარისხს;მავთულის ჭრის სიჩქარე ნელია, ხოლო სახარჯო მასალები დიდია;დარტყმის დანაკარგი დიდია და ხელსაწყოების ღირებულება მაღალია.
დამუშავების ტრადიციული მეთოდები
შემთხვევა 1: მექანიზმი
აპლიკაციის ინდუსტრია: სამშენებლო მანქანები, სარკინიგზო ტრანზიტი, ავტომატიზაციის აღჭურვილობა და ა.შ.

ათობით ათასი ვატიანი ლაზერული აპარატურა აქვს უნიკალური უპირატესობები სქელი ფირფიტების ჭრაში და მისი მაღალი სიზუსტის ნაწილების დამუშავების უნარი ასევე ძალიან ძლიერია.ერთი და იგივე მექანიზმის სამუშაო ნაწილისთვის (როგორც ნაჩვენებია შემდეგ სურათზე, მაგალითად), პლაზმური ჭრის დროს წარმოქმნილი მაღალი ტემპერატურა პასიურობას მოახდენს მექანიზმის მკვეთრ კუთხეს, ხოლო ჭრის ბოლო სახე არის უხეში და არა გლუვი დაბალი სიზუსტით, შესაბამისად, ფრეზი. მანქანას მოეთხოვება მეორედ დაასრულოს მრგვალი კუთხის მექანიზმის დამუშავება მკვეთრი კუთხის მექანიზმად.მკვეთრი კუთხის ამოჭრა შესაძლებელია ერთდროულად ათიათას ვატიანი ლაზერული ჭრის გამოყენებით, ხოლო განყოფილება გლუვია, რომელიც აკმაყოფილებს კოსმოსური, ელექტროენერგეტიკული აღჭურვილობის, ნავთობის აღჭურვილობისა და ავტომობილების წარმოების და სხვა მაღალი სიზუსტის მოთხოვნებს.
ნიმუში: 500 მმ დიამეტრის მექანიზმი, 12 მმ სისქე, ნახშირბადოვანი ფოლადი, R1 მმ მკვეთრი კუთხე, 42 მკვეთრი კუთხე;
| დამუშავების მეთოდი | ტრადიციული დამუშავება | 12 კვტ ლაზერი | 20 კვტ ლაზერი |
| საჭირო აღჭურვილობა | 300A პლაზმური საჭრელი მოწყობილობა, გამწმენდი მანქანა, საღარავი მანქანა | ათიათას ვატიანი ლაზერული აპარატურა | ათიათას ვატიანი ლაზერული აპარატურა |
| საჭირო პერსონალის რაოდენობა | 2 ადამიანი | 1 ადამიანი | 1 ადამიანი |
| საჭირო დამუშავების პოზიცია | 3 სახის | 1 | 1 |
| საჭიროა მეორადი დამუშავება | მეორე სახეხი, დასრულება | პირდაპირი ფორმირება | პირდაპირი ფორმირება |
| ჭრის სიჩქარე | 3.9 მ/წთ 3.9 მ/წთ | 5.5 მ/წთ 5.5 მ/წთ | 8.5 მ/წთ 8.5 მ/წთ |
| Გენერაციის დრო | 227 წუთი 5 წმ (პლაზმური ჭრა: 2 წთ 6 წმ + დაფქვა: 38S + საღეჭი კუთხე: 2 წთ 21 წმ + სადგურის გადატანა და დაშლა: 22 წთ) | 1 წთ 30 წმ 1 წთ 30 წმ | 58 წ 58 წ |
| დამუშავების ღირებულება | 8,47 იუანი (პლაზმა + გამწმენდი მანქანა + საღეჭი მანქანა + 2 სამუშაო საათი, ერთეულის ფასი: 1,03 იუანი / მ, კონტურის სიგრძე: 8,22 მ) | 1,62 იუანი (ერთეულის ფასი: 0,197 იუანი / მ, კონტურის სიგრძე: 8,22 მ) | 1,37 იუანი (ერთეულის ფასი: 0,167 იუანი / მ, კონტურის სიგრძე: 8,22 მ) |
საქმე 2: ალუმინის ფარდის კედელი, ალუმინის ფანჯრის გაფორმება
აპლიკაციის ინდუსტრია: სამშენებლო და ფარდის კედლების ინდუსტრია

რთული გრაფიკისთვის ტრადიციული დამუშავების მეთოდი არ შეიძლება დასრულდეს ერთ დროს, რაც მოითხოვს მრავალი აღჭურვილობისა და ტექნოლოგიის კომბინაციას და შედეგი ხშირად არადამაკმაყოფილებელია.თუმცა, მოქნილ ლაზერულ ტექნოლოგიას შეუძლია ნებისმიერი გრაფიკის დამუშავება ერთი აღჭურვილობით და სიჩქარე და ეფექტი სცილდება ტრადიციულ დამუშავების მეთოდებს.სქელი ფირფიტის ლითონის ფარდის კედლის ფიგურის მაგალითზე (მაგალითად ქვემოთ მოცემულ ფიგურაში სამუშაო ნაწილი), ალუმინის ფარდის კედლისა და ფანჯრის დეკორაციის ტრადიციული მეთოდი 10-25 მმ ფირფიტის სისქით მოითხოვს გრავირების მანქანისა და მავთულის ჭრის კომბინაციას. .გრავიურას არ შეუძლია მკვეთრი კუთხეების გაკეთება, ხოლო მავთულის ჭრის ღირებულება მაღალია, ეფექტურობა უკიდურესად დაბალია და ზომა შეზღუდულია.თუ გამოყენებულია ათობით ათასი ვატიანი ლაზერული დამუშავება, ერთი მოწყობილობა შეიძლება დასრულდეს ერთდროულად, მაღალი სიჩქარით, დაბალი ღირებულებით, ზედაპირის კარგი დამუშავებით და ასევე შეიძლება დამუშავდეს სხვადასხვა ფართომასშტაბიანი რთული ნიმუშები.
ნიმუში: ფანჯრის გაფორმება ალუმინის შენადნობით, 12 მმ სისქით, არარეგულარული ნახაზი
| დამუშავების რეჟიმი | ტრადიციული დამუშავება | 12 კვტ ლაზერი | 20 კვტ ლაზერი |
| საჭირო აღჭურვილობა | გრავიურა + მავთულის საჭრელი მანქანა | ათიათას ვატიანი ლაზერული აპარატურა | ათიათას ვატიანი ლაზერული აპარატურა |
| საჭირო პერსონალის რაოდენობა | 2 ადამიანი | 1 ადამიანი | 1 ადამიანი |
| საჭირო დამუშავების პოზიცია | 2 სახის | 1 | 1 |
| საჭიროა მეორადი დამუშავება | ესაჭიროება მეორადი დამუშავება (გაწურვა, ზეთის დაბინძურება) | პირდაპირი ფორმირება დაფქვის გარეშე | პირდაპირი ფორმირება დაფქვის გარეშე |
| ჭრის სიჩქარე | გრავირების მანქანა: სიღრმე 0,3 მმ, კვების სიჩქარე 1 მ/წთ, მავთულის საჭრელი 2000 მმ²/სთ | 2.5 მ/წთ | 4.5 მ/წთ |
| Გენერაციის დრო (12 მმ ალუმინის შენადნობი, დამუშავების დრო მეტრზე) | გრავირების მანქანა: 40 წთ მავთულის საჭრელი მანქანა: 2სთ | 24 წ | 13 წ |
| დამუშავების ღირებულება (იუანი / მ) | გრავირების მანქანა: 40 იუანი (ერთეულის ფასი: 60 იუანი / საათში) მავთულის საჭრელი მანქანა: 20 იუანი (ერთეულის ფასი: 10 იუანი / საათში) | 0,52 იუანი | 0.34 იუანი |
შემთხვევა 3: ხვრელის დისკი
აპლიკაციის ინდუსტრია: ნავთობი, ბუნებრივი აირი, მეტალურგია.
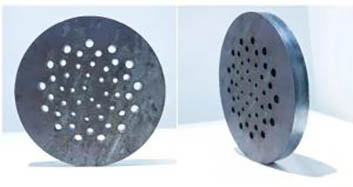
დამუშავების ტრადიციულ ტექნოლოგიას სჭირდება ყალიბისა და საჭრელის გამოყენება დამუშავებაში დასახმარებლად, რაც ზღუდავს ზოგიერთი გრაფიკის დამუშავებას.თუ გრაფიკული მონაცემები შეიცვლება, საჭიროა ყალიბის გადაკეთება.ჩამოსხმის ღირებულება მაღალია, მოდიფიკაციის დრო გრძელია და მისი ერთჯერადი ფორმირება შეუძლებელია.ამასთან, ლაზერულ დამუშავებას აქვს მაღალი მოქნილობა, შეუძლია თვითნებური გრაფიკის დამუშავება და ნებისმიერ დროს შეუძლია შეცვალოს პროდუქტის დიზაინი მომხმარებლის საჭიროებების შესაბამისად და დამუშავების ხარისხი მაღალია.მცირე ხვრელების გაჭრის შემთხვევაში (როგორც ნაჩვენებია შემდეგ სურათზე, მაგალითად), პლაზმური ჭრის დიაფრაგმის მინიმალური დიამეტრი შეიძლება იყოს მხოლოდ ფირფიტის სისქის დაახლოებით ტოლი, ანუ 25 მმ სისქის ფოლადის ფირფიტის დამუშავება შესაძლებელია მხოლოდ ხვრელის დიამეტრი 25 მმ-ზე მეტი ან ტოლი;მაშინ როცა ათიათასობით ლაზერული ჭრით დამუშავებული ხვრელის მინიმალური დიამეტრი შეიძლება მიაღწიოს დამუშავებული ფირფიტის სისქის 20%-ს, ანუ 25 მმ სისქის ფოლადის ფირფიტა შეიძლება დამუშავდეს 5 მმ ხვრელის დიამეტრით, რომლის ამოჭრა შესაძლებელია სქელში. ლითონის ფირფიტა სხვადასხვა დიაფრაგმით ერთდროულად.
ნიმუში: 500 მმ დიამეტრის დისკი, 25 მმ სისქე, ნახშირბადოვანი ფოლადის მასალა, დამუშავება 4, 6, 8, 10 მმ სწორი ნახვრეტებით, 50 ცალი;
| დამუშავების მეთოდი | ტრადიციული დამუშავება | 12 კვტ ლაზერი | 20 კვტ ლაზერი |
| საჭირო აღჭურვილობა | 300A პლაზმური საჭრელი მოწყობილობა, გამწმენდი მანქანა, საღეჭი მანქანა, საბურღი მანქანა | ათიათას ვატიანი ლაზერული აპარატურა | ათიათას ვატიანი ლაზერული აპარატურა |
| საჭირო პერსონალის რაოდენობა | 3 ადამიანი | 1 ადამიანი | 1 ადამიანი |
| საჭირო დამუშავების პოზიცია | 4 სახის (გაცვლა 4 სახის საბურღი ბიტი) | 1 | 1 |
| საჭიროა მეორადი დამუშავება | მეორე სახეხი, დასრულება | პირდაპირი ფორმირება | პირდაპირი ფორმირება |
| ჭრის სიჩქარე | 1.9 მ/წთ | 1.1 მ/წთ | 1.5 მ/წთ |
| Გენერაციის დრო | 56 წუთი 6 წმ (პლაზმური ჭრა: 4 წთ 14 წმ + დაფქვა: 38S + დაფქვა ვერტიკალური: 1 წთ 34 წმ + ბურღვა: 16 წთ 40 წთ + სადგურის გადატანა და დაშლა: 33 წთ) | 7 წთ 19 წმ | 5 წთ 22 წმ |
| დამუშავების ღირებულება | 52,23 იუანი (პლაზმის ჭრის ერთეულის ფასი: 1,42 იუანი / მ, გარე კონტურის სიგრძე: 1,57 მ, ხვრელის ერთეულის ფასი: 1 იუანი / ცალი, 50 ცალი) | 9,18 იუანი (ერთეულის ფასი: 1,14 იუანი / მ, კონტურის სიგრძე: 8,05 მ) | 8,53 იუანი (ერთეულის ფასი: 1,06 იუანი / მ, კონტურის სიგრძე: 8,05 მ) |
რაოდენობის, მაღალი სიჩქარის, კარგი ხარისხისა და დაბალი ღირებულების კომბინაცია პროდუქტიულობაა.საწარმოო ინდუსტრიისთვის, მოწინავე პროდუქტიულობა ნიშნავს მაღალ ეფექტურობას და დაბალ ღირებულებას მაღალ ხარისხზე დაფუძნებული.
გამოქვეყნების დრო: მარ-05-2021