
ბოლო წლებში, ტექნოლოგიის უწყვეტი განახლებით, პლასტმასის ლაზერული შედუღება მომავალში თანდათან მზარდ ტენდენციას გამოავლენს.ბოლო რამდენიმე წლის განმავლობაში, ზოგიერთი ლაზერული ტექნოლოგია არ გარღვევულა და ლაზერის ფასი შედარებით მაღალია.ტრადიციულ შედუღებასთან შედარებით, ერთჯერადი ინვესტიცია დიდია, რამაც შეიძლება სწრაფად არ მოიტანოს სარგებელი.მაგრამ ახლა ლაზერის ეკონომიკური უპირატესობა ხაზგასმულია.პლასტმასის ლაზერული შედუღებამ შეიძლება შეამციროს დიზაინერებისთვის პროდუქციის დიზაინის სირთულე.
დღეისათვის, ბევრ პროდუქტს (მათ შორის, საავტომობილო ნახევარგამტარულ მრეწველობას, ფარმაცევტულ და კვების მრეწველობას და ა. ლაზერული შედუღების ტექნოლოგია.
რაც უფრო ახლოსაა პლასტიკური ლაზერული შედუღების თავსებადობა, შერწყმის ტემპერატურა და შესატყვისი, მით უკეთესი იქნება მისი ეფექტი.პლასტიკური ლაზერული შედუღების აპლიკაციის რეჟიმი განსხვავდება ლითონის შედუღებისგან, მათ შორის თანმიმდევრული წრეებით შედუღების, კვაზი სინქრონული შედუღების, სინქრონული შედუღების და დასხივების ნიღბის შედუღების ჩათვლით.Olay Optoelectronics მოკლედ წარმოგიდგენთ შედუღების ამ რეჟიმებს.
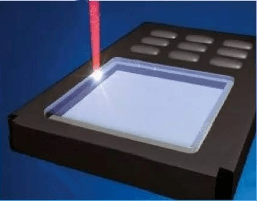
1. პროფილის შედუღება
ლაზერი მოძრაობს პლასტმასის შედუღების ფენის კონტურული ხაზის გასწვრივ და დნება მას, რათა თანდათანობით შეაერთოს პლასტმასის ფენები;ან გადაიტანეთ სენდვიჩი ფიქსირებული ლაზერის სხივის გასწვრივ შედუღების მიზნის მისაღწევად.
პრაქტიკულ გამოყენებაში, კონტურულ შედუღებას აქვს მაღალი მოთხოვნები ინექციური ჩამოსხმის ნაწილების ხარისხზე, განსაკუთრებით რთული შედუღების ხაზების გამოყენებისთვის, როგორიცაა ნავთობისა და გაზის გამყოფები.პლასტიკური ლაზერული შედუღების პროცესში, კონტურული შედუღებამ შეიძლება მიაღწიოს შედუღების ხაზში გარკვეულ შეღწევას, მაგრამ ეს შეღწევა არის მცირე და უკონტროლო, რაც მოითხოვს, რომ ინექციური ჩამოსხმის ნაწილების დეფორმაცია არ იყოს ძალიან დიდი.

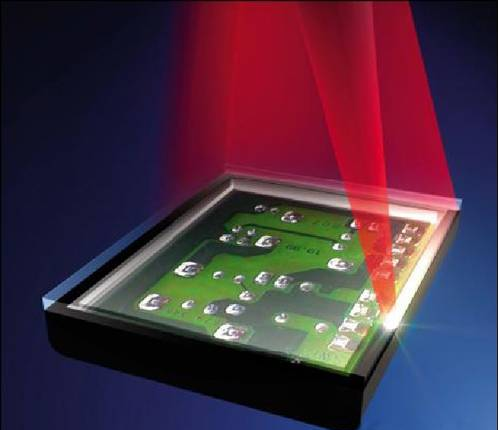
2. სინქრონული შედუღება
მრავალჯერადი დიოდური ლაზერის ლაზერის სხივი ფორმირებულია ოპტიკური ელემენტებით.ლაზერის სხივი იმართება შედუღების ფენის კონტურის ხაზის გასწვრივ და წარმოქმნის სითბოს შედუღების ნაკერზე, ისე, რომ მთელი კონტურის ხაზი ერთდროულად დნება და შეკრულია ერთმანეთთან.
სინქრონული შედუღება ძირითადად გამოიყენება საავტომობილო ნათურებში და სამედიცინო ინდუსტრიაში.სინქრონული შედუღება არის მრავალ სხივი, ოპტიკური ფორმირება გვიჩვენებს შედუღების ბილიკის სინათლის ლაქას, რომელიც ხასიათდება შიდა სტრესის შემცირებით.იმის გამო, რომ მოთხოვნები შედარებით მაღალია და საერთო ფასი შედარებით მაღალია, იგი ფართოდ გამოიყენება სამედიცინო მკურნალობაში.
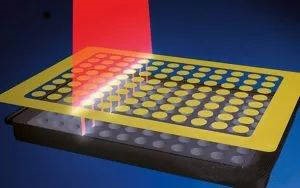
3. სკანირება შედუღება
სკანირებულ შედუღებას ასევე უწოდებენ კვაზი სინქრონულ შედუღებას.სკანირების შედუღების ტექნოლოგია აერთიანებს ზემოთ ჩამოთვლილ ორ შედუღების ტექნოლოგიას, კერძოდ, თანმიმდევრულ წრეწირულ შედუღებას და სინქრონულ შედუღებას.რეფლექტორი გამოიყენება 10 მ/წმ სიჩქარით მაღალსიჩქარიანი ლაზერის სხივის წარმოქმნისთვის, რომელიც მოძრაობს შესადუღებელი ნაწილის გასწვრივ, რის შედეგადაც მთელი შედუღების ნაწილი თანდათან ათბობს და ერწყმის ერთმანეთს.
კვაზი სინქრონული შედუღება ყველაზე ფართოდ გამოიყენება.ავტონაწილების ინდუსტრიაში ის იყენებს XY მაღალი სიხშირის გალვანომეტრს შიგნით.მისი ბირთვი არის ორი მასალის პლასტიკური შედუღების კოლაფსის კონტროლი.კონტურული შედუღება გამოიწვევს დიდ შიდა სტრესს, რაც გავლენას მოახდენს ობიექტების დალუქვაზე.კვაზი სინქრონიზაცია არის მაღალსიჩქარიანი სკანირების რეჟიმი და მიმდინარე კონტროლით, მას შეუძლია ეფექტურად აღმოფხვრას შიდა სტრესი.

4. მოძრავი შედუღება
Rolling შედუღება არის ინოვაციური ლაზერული პლასტმასის შედუღების პროცესი, რომელსაც აქვს მრავალი განსხვავებული ფორმა.მოძრავი შედუღების ორი ძირითადი ტიპი არსებობს:
პირველი არის გლობოს ბურთის შედუღება.ლაზერული ლინზის ბოლოს არის საჰაერო ბალიშის შუშის ბურთი, რომელსაც შეუძლია ლაზერის ფოკუსირება და პლასტმასის ნაწილების დამაგრება.შედუღების პროცესში, გლობოს ლინზა ამოძრავებს მოძრაობის პლატფორმას, რათა დაასრულოს შედუღება შედუღების ხაზის გასწვრივ გადახვევით.მთელი პროცესი ისეთივე მარტივია, როგორც ბურთულიანი კალმით წერა.გლობოს შედუღების პროცესი არ საჭიროებს კომპლექსურ ზედა მოწყობილობას და საჭიროა მხოლოდ ქვედა ფორმის საყრდენი პროდუქტის წარმოება.გლობოს ბურთის შედუღების პროცესს ასევე აქვს როლიკებით შედუღების პროცესი.განსხვავება იმაში მდგომარეობს, რომ ლინზის ბოლოში მინის ბურთულა გარდაიქმნება ცილინდრული შუშის ლულად უფრო ფართო ლაზერული სეგმენტის მისაღებად.როლიკებით შედუღება შესაფერისია უფრო ფართო შედუღებისთვის.
მეორე არის TwinWeld შედუღების პროცესი.პლასტიკური ლაზერული შედუღების პროცესი ამატებს ლითონის როლიკს ლინზის ბოლოს.შედუღების პროცესში როლიკერი აჭერს შედუღების ხაზის კიდეს შედუღებისთვის.ამ პლასტიკური ლაზერული შედუღების პროცესის უპირატესობა ის არის, რომ ლითონის დაჭერის ბორბალი არ იქნება ნახმარი, რაც ხელს უწყობს ფართომასშტაბიან წარმოებას.ამასთან, წნევის როლიკერის წნევა მოქმედებს შედუღების ხაზის კიდეზე, რაც ადვილად წარმოქმნის ბრუნვას და ქმნის სხვადასხვა შედუღების დეფექტებს.ამავდროულად, იმის გამო, რომ ლინზის სტრუქტურა შედარებით რთულია, რთულია შედუღების პროგრამირება.
4. მოძრავი შედუღება
Rolling შედუღება არის ინოვაციური ლაზერული პლასტმასის შედუღების პროცესი, რომელსაც აქვს მრავალი განსხვავებული ფორმა.მოძრავი შედუღების ორი ძირითადი ტიპი არსებობს:
პირველი არის გლობოს ბურთის შედუღება.ლაზერული ლინზის ბოლოს არის საჰაერო ბალიშის შუშის ბურთი, რომელსაც შეუძლია ლაზერის ფოკუსირება და პლასტმასის ნაწილების დამაგრება.შედუღების პროცესში, გლობოს ლინზა ამოძრავებს მოძრაობის პლატფორმას, რათა დაასრულოს შედუღება შედუღების ხაზის გასწვრივ გადახვევით.მთელი პროცესი ისეთივე მარტივია, როგორც ბურთულიანი კალმით წერა.გლობოს შედუღების პროცესი არ საჭიროებს კომპლექსურ ზედა მოწყობილობას და საჭიროა მხოლოდ ქვედა ფორმის საყრდენი პროდუქტის წარმოება.გლობოს ბურთის შედუღების პროცესს ასევე აქვს როლიკებით შედუღების პროცესი.განსხვავება იმაში მდგომარეობს, რომ ლინზის ბოლოში მინის ბურთულა გარდაიქმნება ცილინდრული შუშის ლულად უფრო ფართო ლაზერული სეგმენტის მისაღებად.როლიკებით შედუღება შესაფერისია უფრო ფართო შედუღებისთვის.
მეორე არის TwinWeld შედუღების პროცესი.პლასტიკური ლაზერული შედუღების პროცესი ამატებს ლითონის როლიკს ლინზის ბოლოს.შედუღების პროცესში როლიკერი აჭერს შედუღების ხაზის კიდეს შედუღებისთვის.ამ პლასტიკური ლაზერული შედუღების პროცესის უპირატესობა ის არის, რომ ლითონის დაჭერის ბორბალი არ იქნება ნახმარი, რაც ხელს უწყობს ფართომასშტაბიან წარმოებას.ამასთან, წნევის როლიკერის წნევა მოქმედებს შედუღების ხაზის კიდეზე, რაც ადვილად წარმოქმნის ბრუნვას და ქმნის სხვადასხვა შედუღების დეფექტებს.ამავდროულად, იმის გამო, რომ ლინზის სტრუქტურა შედარებით რთულია, რთულია შედუღების პროგრამირება.
გამოქვეყნების დრო: სექ-23-2022